
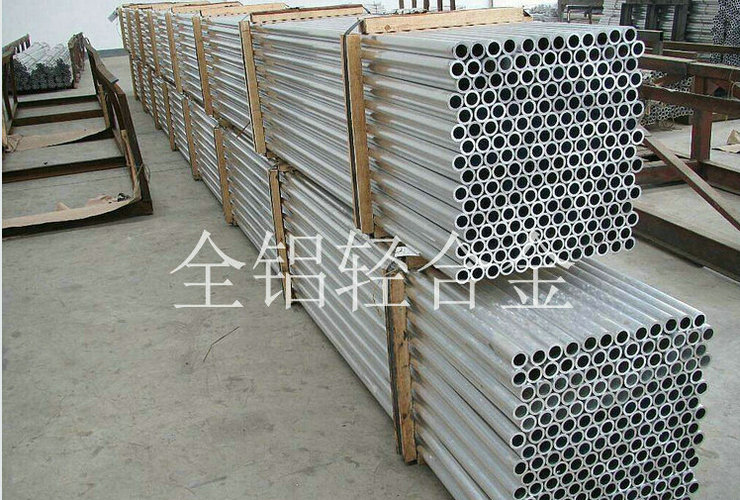







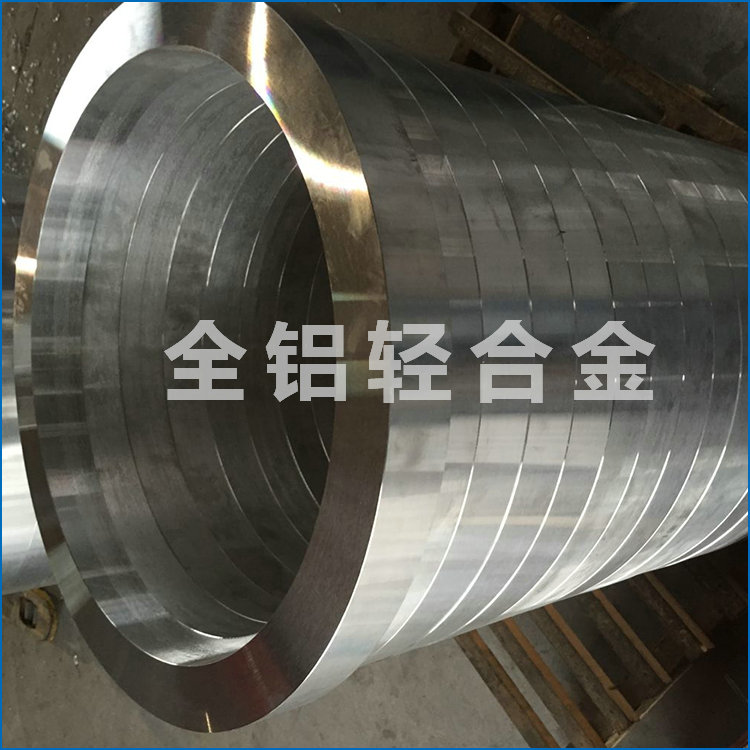
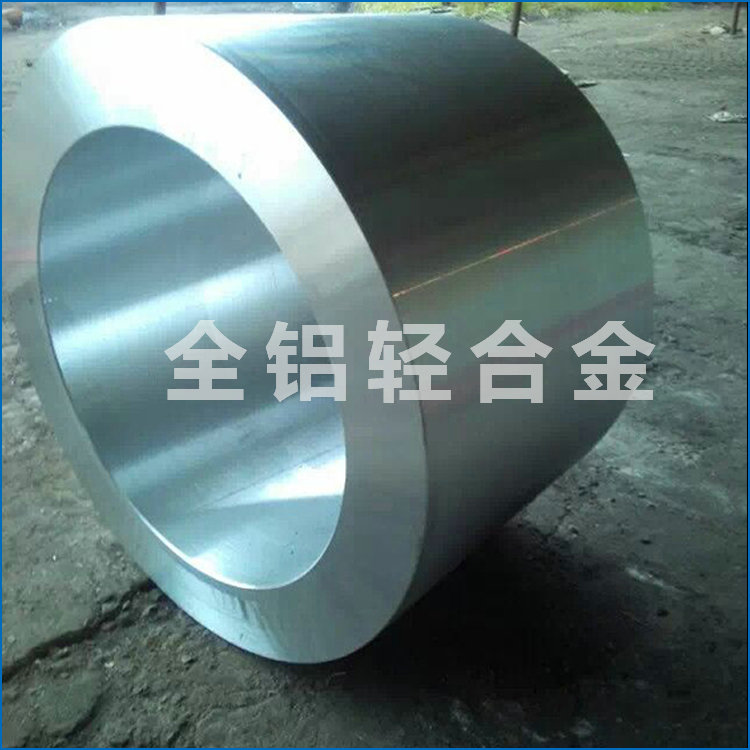
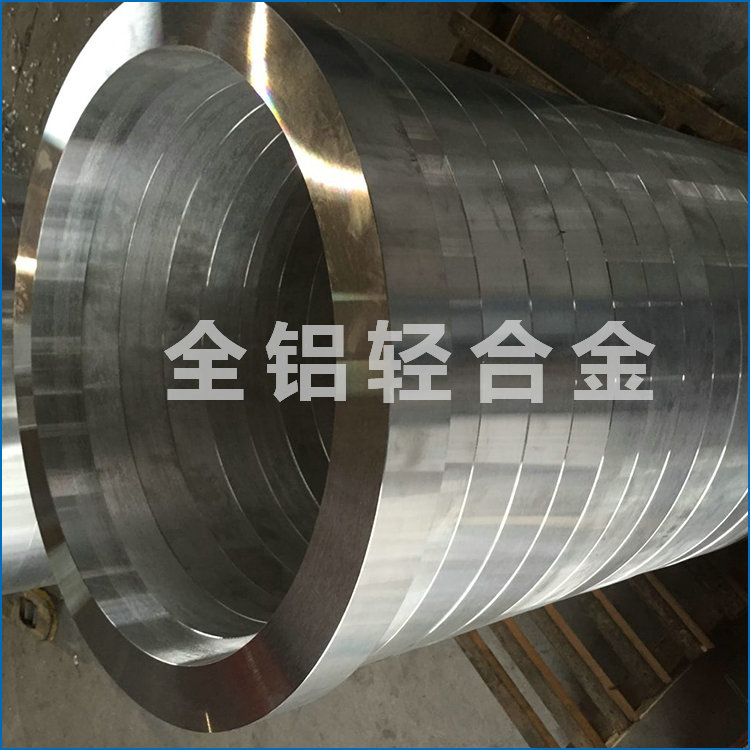
目前,粗加工大口径铝管,均是采用车外圆、镗内孔的传统工艺方法,由于大口径铝管一般都比较长,且毛坯壁厚不均匀,所以,我们在进行加工的时候,会存在切削振动较大的情况。以及造成大口径铝管刀具磨损严重、排屑困难、“崩刀”等问题,因此加工效率低、成本高。鉴于传统加工方法存在的问题,所以我们昆山全铝金属制品有限公司提出采用的车铣加工方法,来进行大口径铝管的粗加工。
通过对大口径铝管车铣加工工艺的处理,确定采用偏心正交车铣加工大口径厚壁管的外圆表面,采用轴向车铣加工其内孔表面。而且通过和传统加工工艺的切削效率进行对比,车铣加工的切削效率比传统加工方法有较大的提高。
.jpg)
![]()
