








环形锻件目前广泛应用于工业当中,它的锻造工艺的工序也由四部分组成。下面主要给大家讲述一些环形锻件的锻造工艺,希望大家可以学习一下。
环形锻件的锻造工艺主要有以下几个工序组成:墩粗、拔长、冲孔、扩孔。
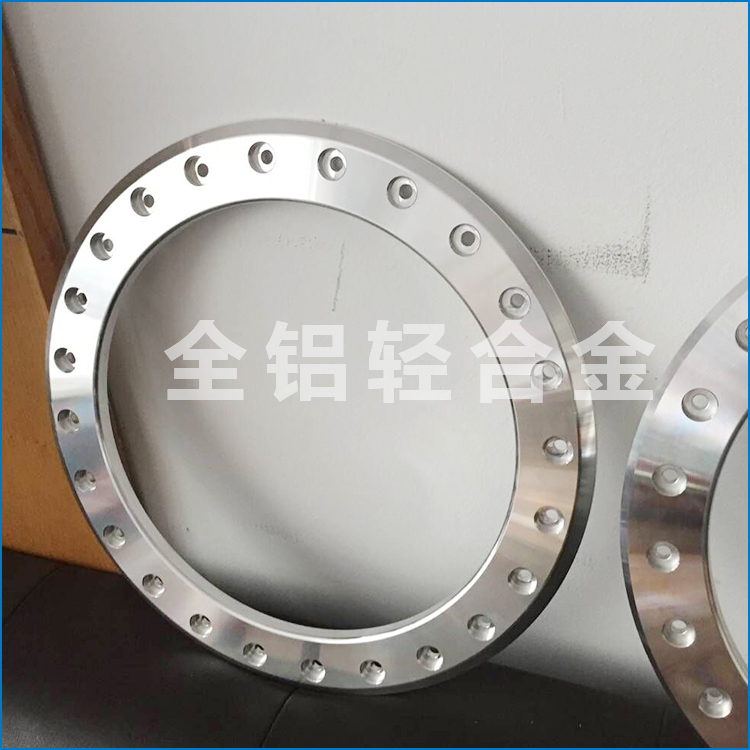
自由锻和辗环工艺的区别主要在扩孔这个工序上。环形锻件在生产中采用自由锻通常是马杠扩孔,采用辗环主要采用辗压扩孔。
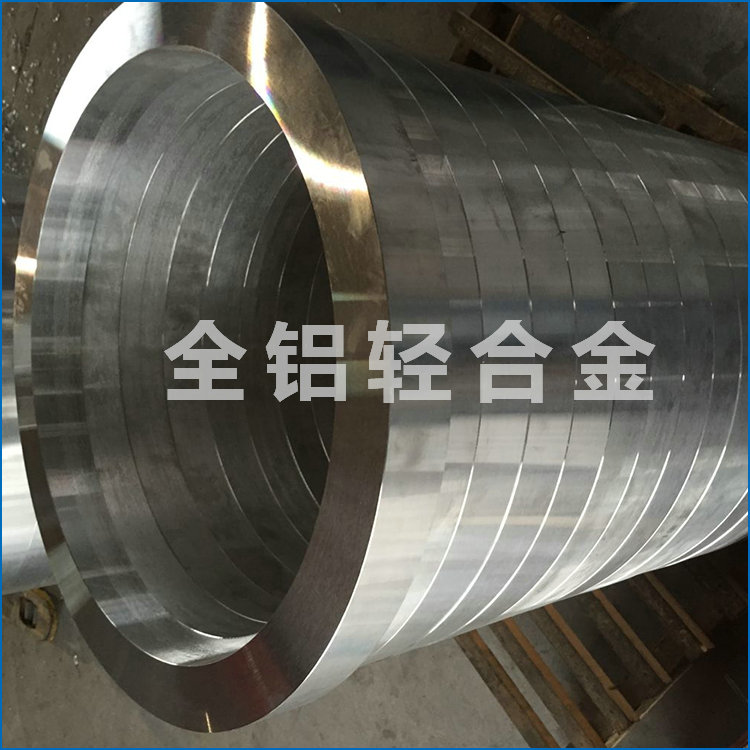
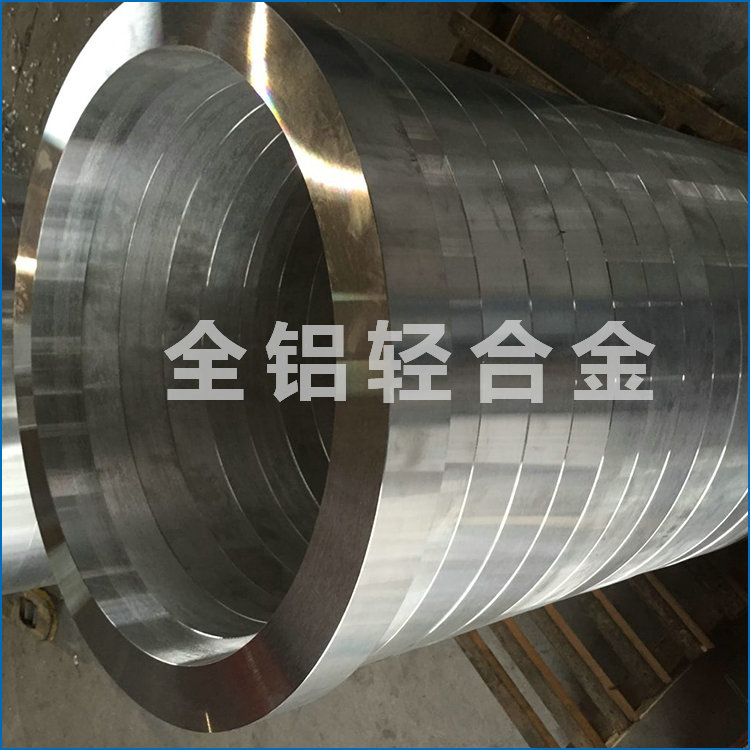
环形锻件采用辗环加工是借助辗环机(亦称轧环机、环轧机、扩孔机)使环件产生连续局部塑性变形,进而实现壁厚减小、直径扩大、截面轮廓成形的塑性加工工艺。辗压扩孔时的应力应变和变形流动情况与芯轴扩孔相同。其特点是:工具是旋转的,变形是连续的,即环形坯料的轧制。辗压扩孔时一般压下量较小,故具有表面变形的特征。辗环是连续局部塑形成型工艺,是轧制技术和机械制造技术的交叉与结合,与传统的自由锻造工艺、模锻工艺、等相比,具有显著的技术和经济特点。
.jpg)
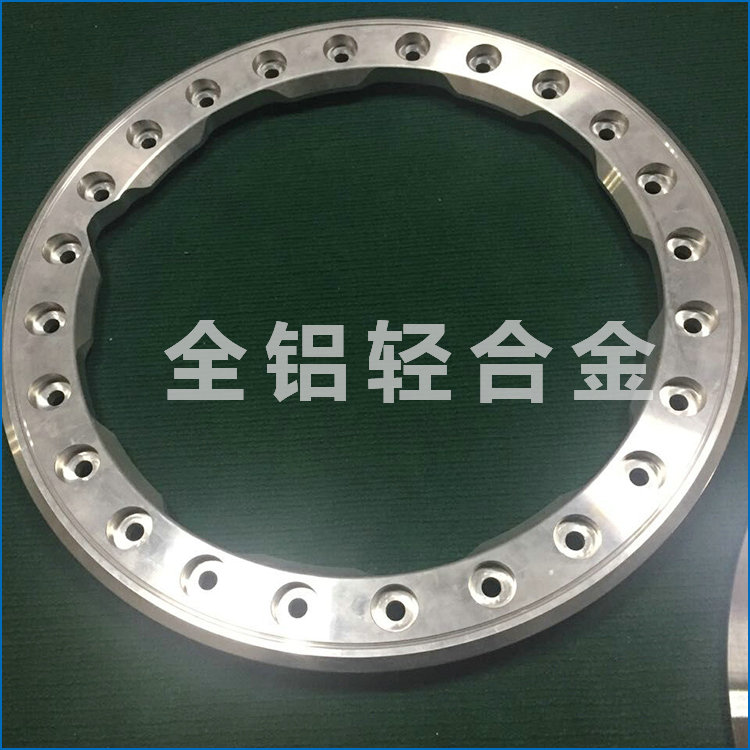
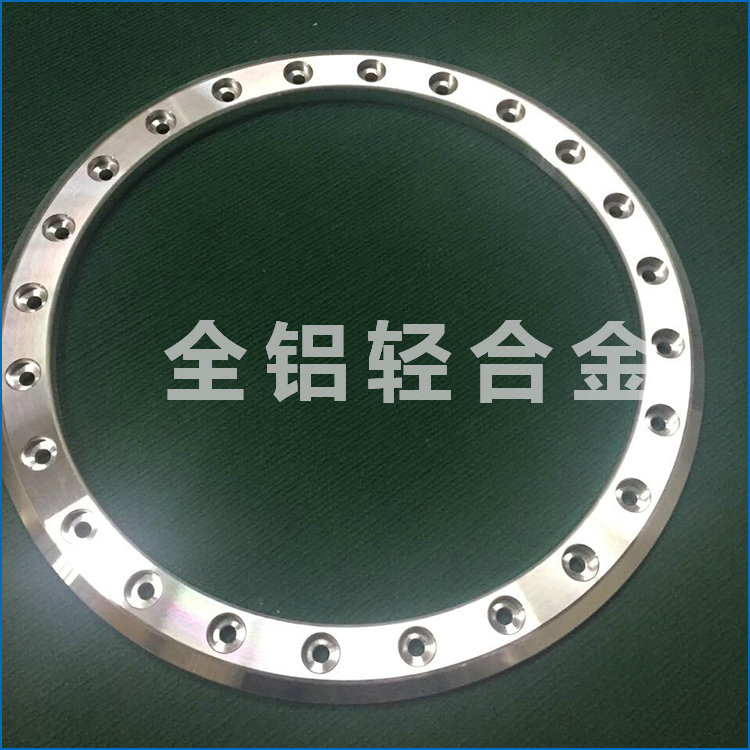
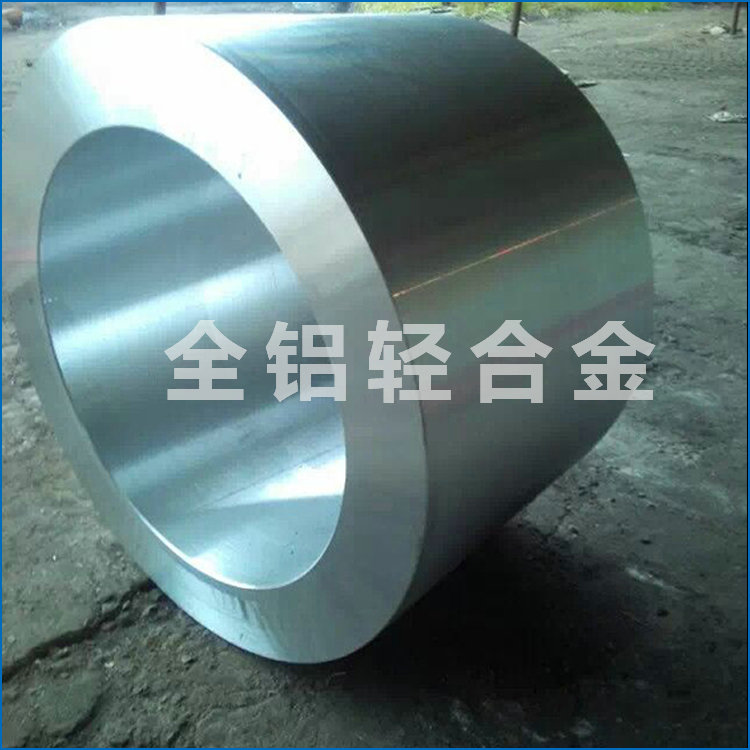
环形锻件在自由锻时扩孔主要是采用马杠扩孔。马杠扩孔的应力应变情况近似拔长,与长轴拔长又有区别,它是环形锻件坯料沿圆周方向的拔长,是局部加载,整体受力。马杠扩孔时变形区金属沿切向和宽度方向流动。马杠扩孔时变形区金属主要沿切向流动,并增大内、外径。马杠上扩孔的锻件一般壁较薄,故对外端变形区金属切向流动的阻力远小宽度方向,马杠与环形锻件的接触面呈弧形,有利于金属沿切向流动。因此马杠扩孔时锻件尺寸变化是壁厚减薄,内、外径扩大,宽度(高度)方向稍有增加。因此,在小批量、小型环件中,选用马杠上扩孔比较适合锻制环形锻件。